Introduction
In precision manufacturing, creating strong, reliable, and visually flawless joints is a fundamental challenge. Traditional impact methods can be unpredictable, generating noise, stress, and inconsistencies that compromise product quality and assembly speed. This is where orbital riveting emerges as a transformative solution. This article expands on orbital riveting tools, explaining why the process outperforms traditional riveting methods and where it delivers the greatest manufacturing benefits for industries demanding perfection.
What Is Orbital Riveting?
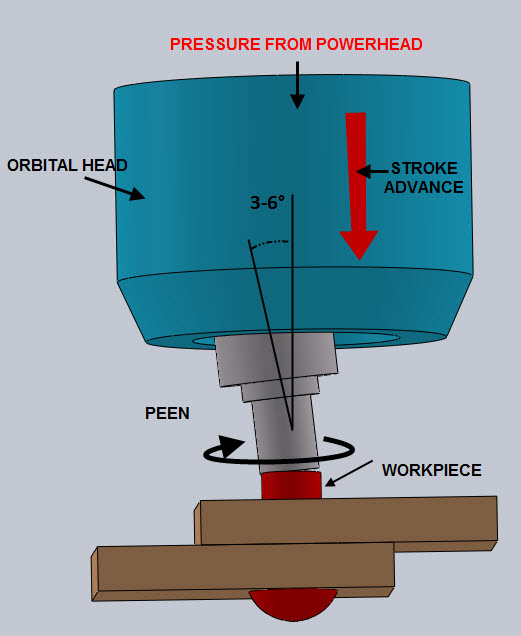
Orbital riveting is a cold-forming process. A peening tool, offset at a fixed angle (3° to 6°), applies continuous radial pressure to a rivet stud. Instead of striking, the tool tip rotates in a smooth conical path, progressively forming the material through controlled load distribution. This method ensures uniform metal flow without impact stress or flash, enabling various rivet head profiles such as flat, conical, or custom. By combining force with rotation, orbital riveting delivers superior finish, joint integrity, and repeatability compared to radial and impact methods.
How Orbital Riveting Tools Work
The Spindle and Offset Peen Tool
At the heart of an orbital riveting system is a high-speed rotating spindle that holds the forming tool, commonly referred to as the peen. Unlike traditional riveting tools, the peen is mounted at a fixed angular offset from the spindle’s rotational axis. This intentional misalignment creates the orbital motion required to form the rivet head without impact. The accuracy of this offset is critical because it directly affects material flow and head geometry.
The Orbital Forming Motion
As the spindle rotates, the offset peen traces a smooth conical path around the rivet’s central axis. This motion causes the tool tip to roll over the rivet material, applying consistent radial pressure rather than localized force. The rolling action allows the rivet to deform evenly, hence reducing stress concentrations and improving surface quality. This controlled motion is a defining characteristic of orbital riveting and a key contributor to its repeatability.

Application of Axial Force
In addition to rotation, orbital riveting requires a precisely controlled axial force applied through a hydraulic, pneumatic, or electric actuator. This downward force presses the orbiting peen into the rivet stud while the spindle rotates. The combination of axial pressure and orbital motion enables predictable cold forming without exceeding material limits. Accurate control of force and displacement is essential for achieving consistent joint strength.
Tooling and Machined Components
Reliable orbital riveting depends on precision-machined tooling and rigid system components. Forming peens are typically manufactured from hardened tool steel or carbide and are machined to exact profiles based on the required rivet head geometry. Moreover, spindles, bearings, and guide systems must maintain tight tolerances to ensure repeatable motion. This is because poor tooling quality can quickly degrade joint consistency and tool life.
Orbital Riveting vs Traditional Riveting
Orbital riveting differs fundamentally from traditional impact-based riveting in how force is applied and controlled. Impact riveting relies on repeated hammer strikes to deform material, which introduces shock loads and variability from cycle to cycle. Orbital riveting replaces impact with a continuous rolling motion, allowing deformation to occur gradually and predictably.
As a result, orbital riveting requires significantly lower forming force and transmits minimal shock to surrounding components. Process parameters such as force, speed, and dwell time are programmable, enabling closed-loop control and repeatability. These differences make orbital riveting better suited for applications where joint integrity, dimensional accuracy, and component protection are critical.
Advantages of Orbital Riveting Tools
Reduced Assembly Stress and Distortion
Because orbital riveting forms material gradually, it minimizes internal stress and distortion in the assembled components. This is particularly important when fastening thin-walled parts or assemblies with tight tolerances. Reduced stress helps preserve bearing preloads and prevents warping that could affect downstream performance.
Damage-Free Fastening for Sensitive Materials
The absence of impact shock makes orbital riveting suitable for assemblies that include brittle plastics, ceramics, or encapsulated electronics. The rolling forming action prevents cracking, delamination, and internal damage that often occur with hammer-based processes. This capability expands design flexibility for mixed-material assemblies.
Consistency and Repeatability
Orbital riveting systems offer precise control over forming parameters, ensuring that each rivet is produced under identical conditions. This consistency results in uniform clamp force, repeatable joint strength, and predictable mechanical performance. High repeatability also simplifies quality validation and reduces scrap rates.
Data-Driven Quality Assurance
Modern orbital riveting equipment can record force, displacement, and cycle data for every rivet formed. This information supports Statistical Process Control and provides traceability for regulated industries. By transforming fastening into a monitored process, manufacturers gain greater confidence in long-term product reliability.
Applications of Orbital Riveting Tools in Precision Manufacturing
Automotive Components
Orbital riveting securely attaches pivot pins, bearing races, and sensor housings without distorting thin-walled structures. For example, it forms a flush rivet head to permanently secure a throttle body shaft while maintaining its precise rotational tolerance.
Medical Device Assembly
Medical device manufacturing benefits from orbital riveting’s clean, low-particulate process. The method is well-suited for forming smooth rivet heads on biocompatible metal components used in surgical instruments and implantable devices. Controlled forming helps meet strict regulatory and cleanliness requirements.
Electronic and Micro-Mechanical Assembly
The controlled, low-impact force prevents damage to sensitive PCBs, ceramic substrates, or miniature components. Example: Permanently fastening a terminal post to a connector block or securing a tiny pivot in an optical shutter mechanism.
Consumer Products
For consumer products with visible fasteners, orbital riveting delivers both strength and aesthetics. The process produces clean, symmetrical rivet heads without surface marring. This combination of appearance and durability is valuable in premium consumer goods and hardware applications.
Common Quality Issues Orbital Riveting Helps Prevent
- Bearing Brinelling or Race Distortion: Impact can dent race and ruin pre-load, yet orbital riveting’s roll action secures bearings without transmitting damaging force.
- Variable Clamp Force: Inconsistent hammer strikes create loose joints, while programmable orbital riveting ensures uniform, repeatable clamp load every time.
- Unsightly Surface Marring and Flash: Hammers scar surfaces and create sharp burrs, whereas orbital forming yields a smooth, concentric, flash-free finish.
- Particulate Contamination: Hammering generates metal chips and debris, while the cold-forming orbital process prevents contamination.
Choosing the Right Orbital Riveting Tools
Selecting an appropriate orbital riveting system begins with understanding rivet size, grip length, and material properties. The machine must be capable of delivering sufficient forming force while maintaining precise control. Oversizing or undersizing the system can compromise joint quality or tool life.
Joint strength requirements and cycle time targets should also guide equipment selection. Structural joints may require higher forming forces and longer dwell times than cosmetic fastenings. For sensitive assemblies, the ability to program low-force cycles is essential to prevent damage during forming.
Production volume further influences system choice. Manual systems are suitable for prototyping, while semi-automatic and fully automated systems support consistent results in higher-volume manufacturing environments.

Design for Manufacturability: How Engineers Can Improve Riveted Joints
Hole Design and Tolerancing
Well-designed holes improve rivet alignment and material flow during forming. Consistent diameters, controlled perpendicularity, and slight chamfers help guide the rivet and reduce variability. Poor hole geometry often leads to uneven deformation and inconsistent joint quality.
Rivet Coating and Material Selection
Rivets should generally be softer than the materials being joined to ensure predictable cold forming. Coatings may be used to reduce galling or improve corrosion resistance, but compatibility with finishing processes must be verified. Material selection directly affects joint performance and tool wear.
Workholding and Fixturing Strategy
Effective fixturing provides solid support directly beneath the riveting point, preventing deflection during forming. Locating features integrated into the part design simplifies fixture complexity and improves repeatability. Inadequate support is a common cause of inconsistent rivet heads.
Engineering Validation and Simulation
Finite element analysis and forming simulations help predict material flow and stress distribution in riveted joints. Physical validation using prototype tooling confirms assumptions before full-scale production. Early validation reduces costly revisions later in the program.
Applying Orbital Riveting in Production Environments
Successfully implementing orbital riveting in a production environment requires more than selecting the correct machine. It demands an integrated understanding of joint design, material behavior, tooling geometry, fixturing strategy, and process validation. Factors such as rivet hardness relative to parent materials, support beneath the forming point, and real-time monitoring of force and displacement all play critical roles in achieving consistent joint quality.
Manufacturers with in-house capabilities across tooling, forming, secondary operations, and assembly are better positioned to control these variables and resolve issues early in the development cycle. At ITD Precision, orbital riveting is applied as part of a broader, engineered manufacturing approach that emphasizes process control, repeatability, and compatibility with downstream operations. Contact us today, and we can get started in delivering a unique solution that meets your requirements.

