Metal stamping shapes metal sheets into various forms and designs. From automotive parts to household appliances, metal stamping plays a crucial role in the cost-effective and efficient production of a variety of products. This article delves into the types of metal stamping processes, the importance of dies, and the machinery involved.
Metal Stamping Processes
Metal stamping entails several distinct operations that are tailored to meet fabrication needs. The following sections contain some of the most common of these processes.
Blanking
Blanking involves cutting the rough outline or shape of a product from a metal sheet. The blank, which is the piece that is cut out, is further processed in subsequent stamping operations. When carried out in the first phase of the stamping project, this operation minimizes burrs and waste through efficient part nesting. If the part is to be shipped for further fabrication, taking out the blanks from the larger sheet helps reduce shipping costs. Blanking is common when producing small or medium-sized metals from a large sheet and is ideal for both low and high-volume production.
Piercing
Piercing, also known as punching, refers to the creation of holes or slots on a metal sheet using a machining tool. The accuracy of this process depends on the material thickness and type, hole size, as well as quality, and wear condition of the tooling. To improve effectiveness, it is necessary to make this piercing process instantaneous. Also, the tooling, which is usually made of high-carbon steel, must be kept in excellent condition to avoid blunt areas that can have adverse effects on the workpiece shape. Unlike in blanking, the cutout from this process is scrap, while the larger sheet proceeds for subsequent operations.
Forming
Forming entails processes such as bending and drawing, which alter a metal sheet into a predefined shape. When bending, the apparatus applies force to deform the metal sheet at specific angles. To achieve this, the workpiece presses onto a die block, which molds the sheet into a shape by exerting both tensile and compressive stresses. Since springback occurs post-bending, operators must over-bend to achieve the desired angle. Bending elongates sheet metal, so it is necessary to design the part with enough material to operate. Also, if the part design calls for bending too close to a hole, undesired deformation occurs.
Drawing applications can create deep or cup-shaped parts from a flat metal sheet. To achieve this, a machine affixes two opposite ends of the sheet in place. Then a punch produces a high-impact force from above to push the metal onto a die below, deforming it to match the die’s cross-section.
Coining
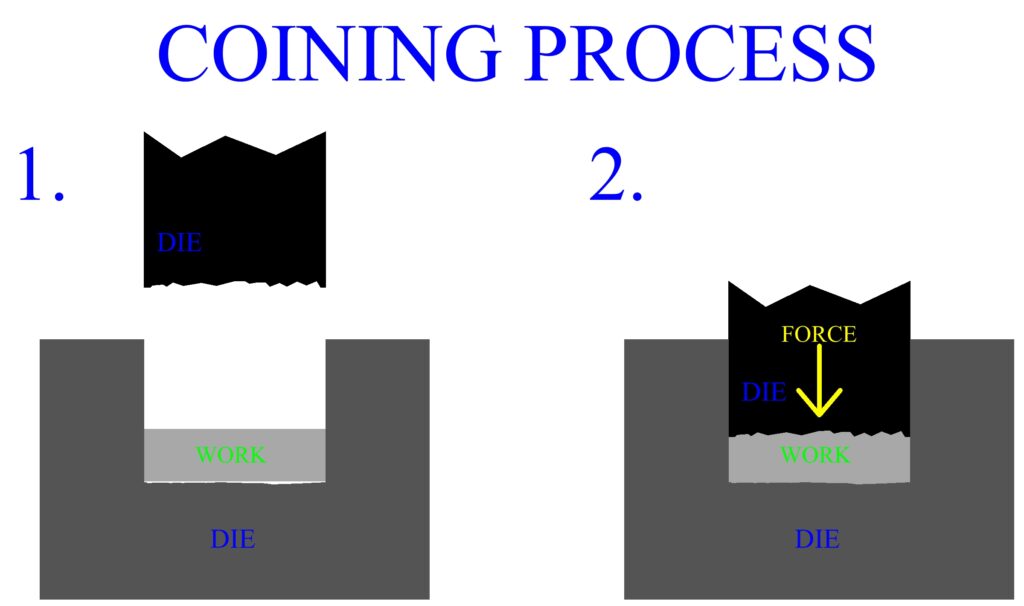
Coining is a precision stamping technique that creates intricate designs or features on a metal surface. It involves applying high pressure to the metal to shape and harden the workpiece surface using two dies that close toward each other on both sides of the metal. Thus, it is a closed die process.
This technique minimizes the need for secondary processes like deburring and grinding, saving time and costs. Also, it produces metal products with permanent deformations that have a high number of tolerances. Coining is common when defining fine features on products such as coin production, badges, and buttons.
Embossing
This technique involves creating raised or recessed designs on the surface of sheet metal. Generally, it serves for decorative purposes like ornate panels. However, it requires precision to deliver desirable aesthetic and tactile qualities. Embossing produces complex designs such as car hoods, engine housings, door frames, etc. Although several types of metals can be embossed, aluminum is the most popular option due to its high machinability. Also, its lightweight and durability goes well with the benefits of embossing.
Importance of Dies in Metal Stamping
Stamping dies help shape the metal sheets according to the design specifications. They fashion from tool steel, which is a variety of high-hardness and abrasion-resistant steel. Classification of dies could be done in several ways. One is according to the type of operation performed, which could be either cutting or forming.

Cutting dies, as the name implies, creates openings on a metal sheet in several types of stamping processes like blanking and piercing. They consist of sharp edges or blades that cleanly cut through metal. On the other hand, forming dies serve in processes like bending, drawing, and coining to shape the metal to a desirable form. Forming dies consist of male and female components that work together to stretch, bend, or shape metal.
Another classification of dies is into single station dies and multi-station dies. Dies used for single station operations can be either compound or combination. Compound dies perform more than one cutting operation in a single press, such as when multiple cuts are needed to create a washer from steel. This makes it easy and quick to cut complex parts, as well as reduces waste.
Combination dies have cutting and non-cutting tools that enable both cutting and reshaping in one action. They make it possible to handle large projects efficiently and economically. Moreover, die setup is faster, and there is a significant decrease in waste. Whereas, multi-station dies use progressive milling to automatically move the workpiece through several stations. Raw material is fed into the machine where processes such as blanking, bending, and coining occur depending on the system’s programming and requirements for the part. In this setup, each station can perform one or multiple functions.
Machinery in Metal Stamping
Types of metal stamping can also be organized by the machine that performs the work. Metal stamping machines come in various sizes and configurations, depending on the production complexity and volume. The following sections highlight some of the common machines.
Mechanical Presses in Metal Stamping
These presses use mechanical power to apply force for the reshaping of metal sheets. To achieve this, the press utilizes a motor connected to a flywheel mechanism to deliver high production speeds. This makes them ideal for simple, shallow-formed parts. Mechanical presses are common in progressive and transfer stamping for automotive, appliance, and hardware components. Also, they excel in high-volume production, especially when several blanking and piercing operations exist.
Hydraulic Presses in Metal Stamping

Hydraulic presses utilize hydraulic power to compress the workpiece against the die. Although they are not as fast as mechanical presses, they offer greater flexibility and control over the stamping process. Moreover, hydraulic presses make it easy to vary parameters like pressure, speed, and stroke length. As a result, hydraulics provide a popular choice when carrying out delicate operations such as bending and drawing for complex parts like tanks and cylinders.
Mechanical Servo Presses

These presses combine the speed of mechanical presses with the flexibility of hydraulic ones. They provide fine control over speed, stroke, position, and slide motion. This allows for versatile part product.
By replacing a flywheel with a servo motor, the press delivers higher tonnage without significant increase in the size of parts. In addition, using a high capacity motor enables the creation of complicated stampings at a faster rate than hydraulic presses. Although they are the most expensive to install out of the three types, they are more efficient and cost effective in the long term.

