Stamping parts play a crucial role in various industries, contributing to the creation of products ranging from automotive components to household appliances. However, like any manufacturing process, stamping is susceptible to defects that can compromise the quality of the end product. In this article, we will explore common defects found in stamping parts and delve into effective quality control methods to uphold manufacturing standards.
Common Stamping Parts Defects
Stamping parts defects can arise from various factors, including material issues, tooling problems, or errors in the stamping process. Understanding these defects is essential for implementing preventative measures. Here are some common defects:
Burr Formation
Burr formation poses a persistent challenge in the stamping process, arising when metals deform or shear during stamping, resulting in undesired protruding edges. This issue extends beyond aesthetics, impacting functionality, safety, and overall quality. Causes include material properties, tooling wear, and inadequate lubrication. Burrs not only compromise visual aesthetics but also introduce safety hazards and hinder functionality, especially in precision-dependent applications like electronics or automotive components.
Courtesy: Fractory
Mitigation involves advanced tooling materials resistant to wear, precision lubrication systems for consistent lubrication, and post-stamping processes like deburring. This holistic approach ensures high-quality stamped parts aligning with industry standards and exceeding customer expectations.
Cracking
Cracking in stamped parts is a critical structural challenge influenced by factors such as material composition, excessive deformation, and rapid cooling rates. The stamped material’s composition, including uneven grain structures or impurities, contributes to crack formation. Intense deformation during stamping, especially with materials at their ductility limits, and uneven or rapid cooling post-stamping are key factors. Cracks compromise structural integrity, impacting load-bearing capacity, aesthetics, and performance. Optimal material selection, controlled deformation, and precise cooling processes are crucial mitigation strategies. Rigorous material testing, careful deformation control, and controlled cooling contribute to preventing cracks, ensuring stamped parts meet high-quality standards.

Courtesy: IN-SITU
In essence, managing cracking demands a comprehensive strategy, considering material characteristics, deformation control, and post-stamping cooling. Manufacturers adopting these measures enhance the quality, strength, and performance of stamped components, aligning them with stringent industry standards.
Bowed Profile
A bowed profile defect in stamping refers to the unintended curvature or distortion along the length of a stamped part. This compromise in straightness impacts both the visual aesthetics and the functional integrity of the component. To address bowed profiles, manufacturers implement precise adjustments in tooling, optimize material properties, and employ controlled forming processes. By ensuring uniform force distribution and meticulous attention to material characteristics, stamping processes can produce components with a straight and flawless profile, meeting the stringent requirements of quality manufacturing.
Part Fracture

Courtesy: Thaweesak Thipphamon
Part fracture stands as a critical concern in stamping processes, jeopardizing the structural integrity of the end product. This defect arises from excessive stress during deformation, causing the material to crack or fracture. Manufacturers address this challenge through meticulous control of press parameters, material selection, and die maintenance. Ensuring a balanced application of force, choosing materials with suitable tensile strength, and implementing regular equipment inspections are integral components of effective fracture prevention strategies, safeguarding the reliability of stamped parts.
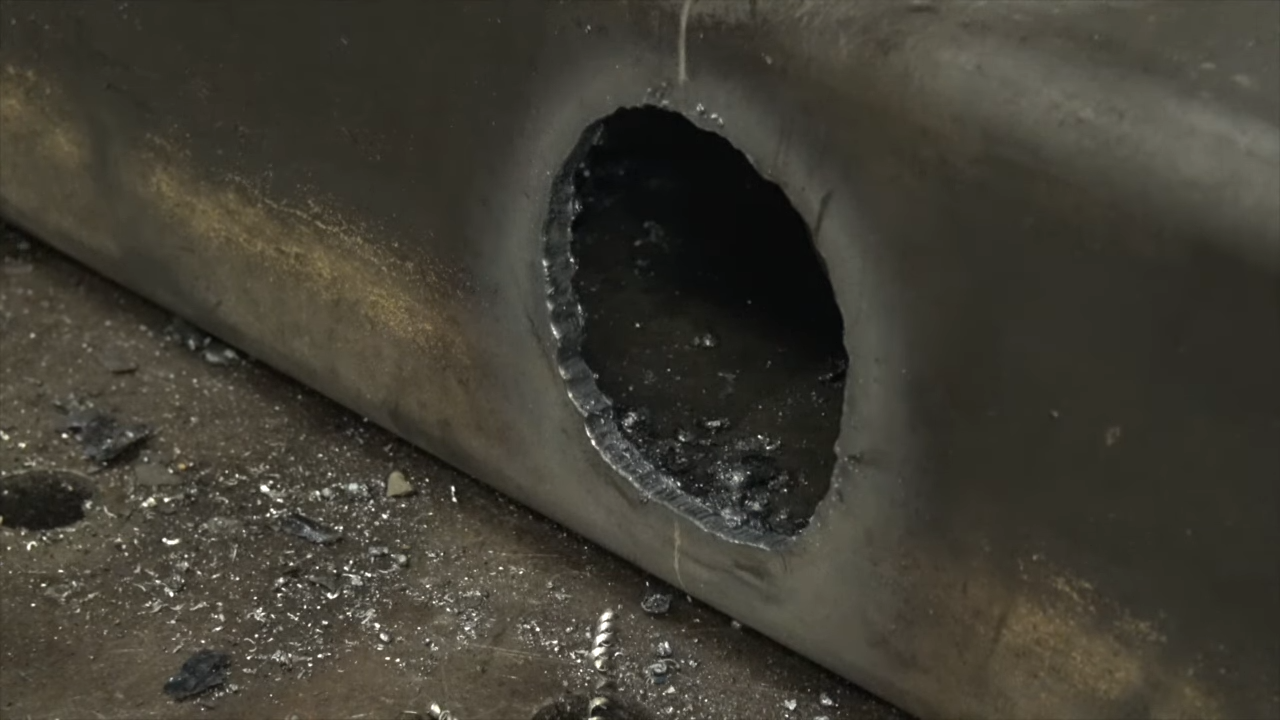
Bursting
Bursting in stamping occurs when the material experiences excessive stress, leading to ruptures or cracks. This defect jeopardizes the structural integrity of the stamped part, potentially causing failures in real-world applications. Manufacturers address bursting through precise control of stamping parameters, ensuring that the applied force aligns with material specifications. Utilizing stress-relief techniques and employing materials with optimal tensile strength are crucial strategies. By prioritizing these measures, stamping processes can effectively mitigate the risk of bursting defects, enhancing the overall reliability and functionality of stamped components.
Galling and Scratching

Courtesy:HLC
Galling and scratching defects in stamped parts occur when there’s excessive friction between the material and the stamping die, leading to surface imperfections. Maintaining surface quality is crucial for both aesthetic and functional reasons. Manufacturers combat galling and scratching by employing proper lubrication, optimizing die materials, and ensuring meticulous tool maintenance. By prioritizing these measures, stamping processes can consistently produce stamped parts with pristine surfaces, enhancing the overall quality and market appeal of the final products.
Roll-over
Roll-over, colloquially known as Die Roll occurs when the material fails to uniformly flow through the die, resulting in uneven edges on the stamped part. The intricacies of metal behavior, die design, and lubrication efficacy play pivotal roles in mitigating this issue.
Manufacturers employ precise die configurations, optimal lubrication strategies, and stringent process controls to ensure a seamless material flow, minimizing the risk of Roll-over and upholding the quality of stamped parts.
Wrinkling

Courtesy: SpringerLink
Wrinkling in stamping manifests as undesired folds or creases in the material, impacting the visual appearance and structural integrity of the stamped part. To eliminate wrinkling, manufacturers fine-tune the stamping parameters, optimize die geometry, and use materials with suitable ductility. By implementing these measures, stamping processes can consistently produce flawless components, meeting the highest standards of quality and precision in manufacturing.
Twisting
Twisting defects in stamped parts result from uneven distribution of force during the stamping process, leading to undesirable rotations or misalignments. This compromise in symmetry can affect both the aesthetics and functionality of the final product. Manufacturers address twisting by optimizing tooling design, ensuring uniform material properties, and employing advanced stamping techniques. The prevention of twisting defects requires meticulous attention to force distribution, tool alignment, and material quality. By incorporating these measures, stamping processes can consistently produce symmetrical and accurately aligned components, meeting the highest quality standards in manufacturing.
Smearing

Courtesy: WAYKEN
Smearing defects in stamped parts occur when there’s excessive material movement during the stamping process, leading to blurred or distorted impressions. Maintaining clean and precise impressions is crucial for both visual appeal and functional accuracy. Manufacturers address smearing through careful control of stamping forces, optimizing die design, and ensuring proper material lubrication. By prioritizing these measures, stamping processes can consistently deliver components with sharp and accurate impressions, upholding the highest standards of quality in manufacturing.
Springback
Springback is a common concern in stamping, referring to the tendency of a material to partially return to its original shape after the forming process. This phenomenon can lead to inaccuracies in the final product’s dimensions. Manufacturers combat springback by adjusting tooling, employing materials with controlled elastic properties, and implementing stress-relief processes. Precision in forming stamped parts requires a delicate balance between force application and material characteristics. Rigorous testing and continuous process refinement are essential for minimizing springback, ensuring the production of accurately shaped stamped components.
Splitting
Courtesy: WAYKEN
Splitting in stamping refers to the undesirable separation or cracking of material along the stamped edges. This defect compromises the structural integrity and visual appeal of the stamped part. To mitigate splitting, manufacturers implement controlled forming processes, optimize material properties, and ensure precise tooling. By addressing the root causes of splitting through these measures, stamping processes can consistently produce high-quality components, meeting the stringent standards of precision and reliability in manufacturing.
Incomplete Filling

Courtesy: Maxim’s Images
Incomplete filling in stamping occurs when the material doesn’t fully occupy the intended spaces of the stamping die, leading to incomplete impressions. This defect negatively impacts both visual aesthetics and functional accuracy. Manufacturers combat incomplete filling by optimizing stamping parameters, ensuring proper lubrication, and employing materials with suitable flow characteristics. By prioritizing these measures, stamping processes can consistently deliver components with complete and accurate filling, upholding the highest standards of quality in manufacturing.
Flash

Courtesy: chrisreadingfoto
Flash defects in stamped parts involve the occurrence of excess material along the edges of the stamped component, resulting in an undesirable overhang. This compromises the dimensional accuracy and visual appeal of the final product. Manufacturers address flash through meticulous tooling adjustments, precise die maintenance, and optimizing stamping forces. By implementing these measures, stamping processes can consistently produce components with refined edges, meeting the strictest standards of precision and quality in manufacturing.
Staining
Courtesy:pixabay
Staining defects in stamped parts refer to unintended discoloration or blemishes on the material surface, compromising the visual aesthetics of the final product. To combat staining, manufacturers prioritize material cleanliness, implement effective lubrication practices, and ensure meticulous tool maintenance. By addressing these factors, stamping processes can consistently deliver components free from stains, upholding the highest standards of visual excellence and market appeal in manufacturing.
Part Shift

Courtesy:WAYKEN
Part shift is a critical defect in stamping where the final position of the formed part deviates from the intended location. This misalignment can result from various factors, including die wear, improper material feeding, or inadequate tooling maintenance. Manufacturers address part shifts by implementing advanced die protection systems and incorporating precision controls in the stamping process. Regular equipment maintenance, including die realignment, is crucial in preventing this defect. By prioritizing these measures, stamping processes can ensure the accurate placement of formed parts, upholding the integrity and precision required in high-quality manufacturing.
Scrap Web
Scrap web involves excess metal remnants between parts due to worn or misaligned dies. To combat this, manufacturers focus on root causes, realigning, sharpening, or replacing tooling. Adjusting punch-to-die clearance is another strategy, preventing material buildup. Stamping operations boost efficiency, reduce material waste, and maintain high-quality production by addressing these issues. Regular maintenance and strategic tooling considerations are vital for preventing scrap web defects, ensuring a seamless stamping process that aligns with industry standards.
Improperly Formed Holes
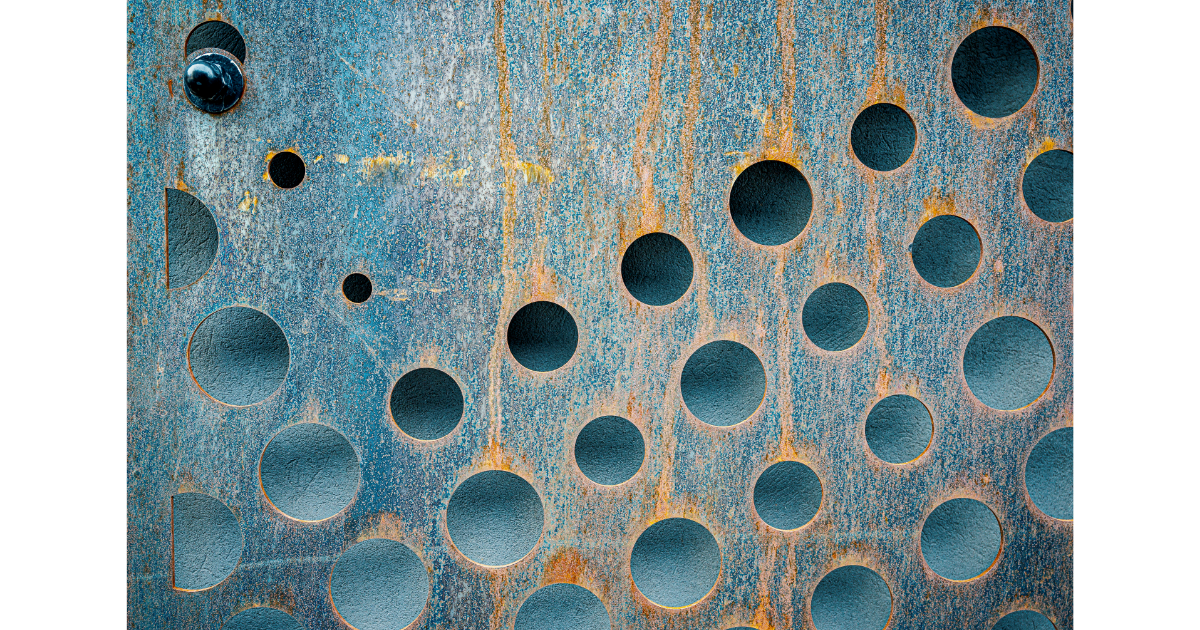
Courtesy: Stamping Simulation
Improperly formed holes in stamped components represent a defect where the intended openings don’t meet the specified dimensions or exhibit irregularities. This compromises the structural integrity and functionality of the final product. Manufacturers address this issue by optimizing punching parameters, employing high-quality tooling materials, and implementing stringent quality checks. Regular die maintenance and calibration are essential in preventing improperly formed holes. By prioritizing these measures, stamping processes can consistently deliver components with accurately formed holes, meeting the stringent requirements of integrity and functionality in manufacturing.
Quality Control Methods
Effectively managing and minimizing defects in stamping parts involves a robust quality control process. Employing the right methods ensures that each part meets the required standards. Here are key quality control methods:
- Statistical Process Control (SPC): SPC involves continuous monitoring and analysis of the manufacturing process. By identifying trends through real-time data collection, manufacturers can make timely adjustments, ensuring consistent quality in every product.
- Die Protection Systems: Utilizing die protection systems equipped with sensors is essential. These systems actively detect abnormalities during stamping, preventing potential defects and safeguarding the integrity of the stamping die.
- Regular Maintenance: Routine maintenance is vital to prevent defects. Regular inspections, replacement of worn components, proper lubrication, and tooling alignment checks collectively contribute to sustained product quality.
- Process Audits: Conducting regular process audits comprehensively evaluates adherence to quality standards. These audits, examining procedures, materials, and equipment, allow for proactive identification and resolution of potential issues.
- Employee Training Programs: Ensuring that personnel are well-versed in quality control procedures is crucial. Ongoing training programs keep the workforce updated on the latest techniques, equipment, and quality standards, contributing to reduced errors and improved efficiency.
- Advanced Inspection Technologies: The integration of cutting-edge inspection technologies, such as machine vision systems and laser scanners, enhances accuracy and ensures thorough scrutiny, detecting even the minutest defects.
- Supplier Quality Management: Collaborating with high-quality suppliers is a strategic aspect. Rigorous evaluations, including audits and quality assurance measures, ensure the reliability of inputs, contributing to consistently high-quality stamped parts.
Employing these methods collectively establishes a robust quality control framework, ensuring that stamped parts meet industry standards and surpass customer expectations for reliability and performance.

